There is no question that polymer-modified binders for paving are evolving and interest from agencies and practitioners continues to grow. The significant benefits these binders can provide, offering rutting resistance, fatigue and durability enhancements to mixtures and ultimately to pavements have been documented for quite some time.
Recently, technological advances in polymer materials and binder modification have enabled practitioners to increase polymer loading from the conventional high end of 3.0-3.5 percent to higher levels of up to 7.0 or 8.0 percent. These advances have made pumping and handling the high polymer (HP) binders more feasible in our asphalt binder terminals and tanks. Consequently, many agencies have been more willing to explore how these higher polymer content binders can improve performance and perhaps reduce thickness in their pavement structural designs.
Asphalt Institute Regional Engineer Dr. Jhony Habbouche did an excellent job of summarizing the current state of high polymer mixes and what some agencies have achieved in his Asphalt magazine article “High-Polymer-Modified Mixtures: A Battle of Strategy,” published in October of 2024.
As mentioned in that article, the Ohio Department of Transportation (ODOT) has been one of the leading agencies when it comes to using HP binders and mixtures. Its specification includes a PG 88- 22 binder, which has been used on several projects to develop a preliminary understanding of its benefits. Later, ODOT developed a research project to better quantify and understand the economic benefits of HP binders and mixtures, constructing a project with multiple test sections in fall 2022.
The Project: Field Evaluation of Perpetual Pavement Concept with HP binders
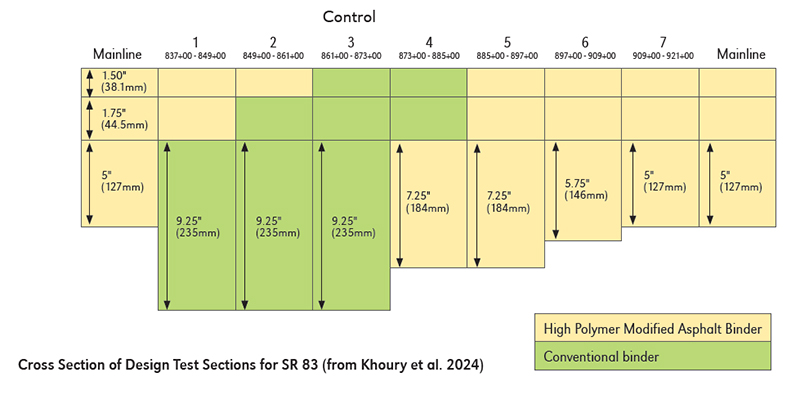
ODOT designed this project to quantify the economic benefits of high polymer binders and evaluate whether perpetual pavement conditions could be met with thinner cross sections that included HP binder within their conventional mixes. Multiple cross sections were planned to evaluate HP binders in surface, intermediate and base mixtures with varying pavement thicknesses. A total of seven cross sections, each approximately 1,200 feet in length, were included in the scope of the project constructed on State Route (SR) 83 near Wooster, Ohio. The control section containing conventional ODOT binders totaled 12.5 inches in thickness. The thickness of the surface and intermediate layers was fixed at 1.5 and 1.75 inches, respectively, across all sections. Different sections included swapping HP for a conventional binder in the surface layer, intermediate layer or both. The remaining sections enabled comparison of HP-modified base mix layers at varying thicknesses from 7.25 inches down to 5 inches (See Figure 1, for reference the control section base mix thickness was 9.25 inches). This research project determined if these thinner HP sections would meet perpetual status through pavement instrumentation and lab mixture testing completed by Ohio University. This project was advertised and awarded to Kokosing Construction Company (KCC) of Fredericktown, Ohio.
When I look at the plans, specifications and cross sections of the SR 83 project, I can’t help but wonder how the contractor and mix producer tackled this project? What concerned them and why? What perceived challenges were easily overcome and which ones were not? So, I asked those who lived the SR 83 Perpetual Concept Field Project what was learned and what they would share with others in our industry who may be facing their first opportunity to design, produce and place high polymer-modified mixtures. Teammates from KCC and Kokosing Materials Incorporated (KMI) graciously shared feedback on my many questions.
The bidding and planning process
The Vice President of Engineering and Estimating helped with the planning and estimating questions regarding the SR 83 project. When I asked him what the biggest unknowns were in evaluating this project, the resounding first response was density. “We had placed surface mix with PG 88-22 binders previously; however, we had no experience with intermediate or base (mixes) with these binders,” said the VP.
Base mix in Ohio meets the Section 302 specifications and “historically is prone to segregation issues and typically does not include an in-place density requirement.”
This project, however, certainly did include density requirements for the base mixtures placed and the varying thicknesses. To plan effectively for the unknown placement of HP base mix, the team essentially overprepared by planning on having an additional steel drum tandem roller and another pneumatic-tired roller available onsite to overcome any density issues
Segregation was addressed during planning by including a material transfer device (MTD) on all project phases, even where a widener was required to place narrow pavement sections adjacent to barrier walls. As imagined, the relatively short test sections, lack of continuous paving, moving from one section to another and transitioning between the different surfaces for smoothness, all created challenges that required communication and coordination to be critical during all phases of the project.
Binder formulation and production
The quality control director for the project helped me better understand the challenges of formulating and producing a PG 88-22 binder in Ohio. “That grade of binder has been included in ODOT’s specifications for at least ten years, as early applications of the PG 88-22 binders were used in 9.5 mm waterproofing mixes placed on bridge decks and at laydown thicknesses around 0.75 to 1.0 inch.”
They further elaborated on the 88-22 binders, “Ohio’s typical premier PG binder is a PG 76-22, used on interstates and high traffic routes, which generally follows AASHTO M-320 requirements but also includes an elastic recovery requirement of 75% at 25ºC.” They stressed, “This HP material essentially requires a two-grade bump beyond the PG 76 requirements, while also maintaining the same low temperature requirements at -22º. This can create challenges when selecting the base binder material to achieve the high temperature properties at 88 degrees and ER requirements above 90% while keeping low temperature properties.”
Planning and timing for material manufacturing and production are also critical. As any binder formulation expert knows, there needs to be some time for crosslinking to attain maximum elastic properties. However, the team warned about minimizing storage time.
“Historically, with these PG 88-22 binders, storage stability and swelling were major hurdles; however, with advancements in polymer material properties, these issues are not as significant but are still present.” Pumping the HP binders has also historically been an issue of concern.
“Rotational viscosity (as measured in the Brookfield Viscometer) has a maximum requirement of 3.0 Pa·s at 135ºC, however, the viscosity of this HP material is higher. Communication with the department is required per specification to confirm that the material can be pumped, mixed and compacted at or below ODOT’s temperature requirements. Experience has shown that viscosity could be as high has 5.0 Pa·s without issues,” the director added.
Advancements in polymer material properties continue to drive these high-temperature viscosity values lower with HP binders. It’s important, as with any modified binder, not to overheat the binder, as it could become impossible to pump.
Handling and mix production
The lead quality control field supervisor on the project shared many interesting insights from his experience producing the HP mixes at Kokosing’s Wooster plant. First, KMI transported the HP binders from the finish tanks at the asphalt terminal to the HMA production plant in standard tankers. Recall the increased viscosity of the HP binders mentioned earlier? That translates to a roughly 30–50% longer time to unload the tankers. Ideally, upgrading an offloading pump would be a necessity if more PG 88-22 were expected through the facility. No other issues were recalled. I was curious if strainer baskets were problematic, but they were not.
As the conversation transitioned from moving the binder to HMA plant production, they shared that the consistent plant output was critical. Their target production rate for the HP binder mixtures was between 180 and 200 tons per hour (keep in mind the relatively short sections), with a plant discharge temperature window between 320º and 335ºF. I inquired if warm mix additives were used on this project to help reduce production rates and/or serve as a compaction aid. The supervisor said they were not used for this project but could easily be added if needed.
As expected, the HP binder significantly increases the “stickiness” of the mix. Like feedback about the terminal, they also stressed the importance of managing storage time and handling. Naturally, best practices using heated and jacketed lines through the plant help minimize plugging from the HP binder, but there were also concerns about the buildup of the finished mixes as well.
“We would definitely want to minimize storage time in the silos if the silo cones are not heated. Having heated silo cones is another necessity to minimize mix sticking and buildup within the silos,” said the supervisor.
The properties of the HP-modified mixes also affected the trucking and sampling. Trucks with insulated beds were necessary, and those with liners were best. Live bottom trucks demonstrated superior performance in moving HP-modified mixes and reducing risk for buildup in truck beds. Ohio does require truck sampling for quality testing and the HP-modified mixes were a challenge. The stickiness and stiffness of the material made it extremely difficult to collect representative samples, so if one is planning to sample HP-modified mix for the first time, be prepared and plan accordingly. Once the materials were properly sampled, there were no issues in the lab in handling and preparing the mixtures for QC testing.

Paving and compaction
Answers about paving and compaction were provided by the paving superintendent and paving foreman who led the crew for the paving of SR 83. I first asked what communication and goals were established for the crew upfront to ensure the ODOT research project was successfully installed. They emphasized that communication and setting the game plan were critical for success.
“Everyone knew this was a critical project for ODOT and it required the crew to bring their A-game each day. It was communicated to the crew that these HP materials were going to be a different animal, a lot ‘gummier’ than our PG 76-22 mixes. We all expected to learn quickly how to handle and compact these unfamiliar materials,” said the superintendent.
The foreman shared that he was on the screed for most of the project to keep an eye out for any issues. “Typical mix temperatures off the screed were around 280ºF. When comparing mix performance through the paver, the biggest noticeable difference was the screed at startup. The HP-modified mix tended to stick more to the screed. We needed to make sure that screed was hot. We certainly went through propane to make sure we had a clean start.”
The team also stressed that handwork was nearly impossible with the mix and mentioned that this type of material would best be reserved for mainline applications. The team used a thermal profiler to monitor mix temperatures across the mat during test sections construction to improve consistency and address any irregularities.
Next, I inquired if the issue with density loomed quite as large as expected during construction. To their surprise, the team shared that “achieving density on the HP mix was similar to conventional mix. The same types of rollers and rolling patterns were used as a conventional mix.”
Data provided by the team showed that density was comparable between the conventional and HP-modified mixes throughout the project.
With the transitions from the individual sections, there were a few transverse construction joints that required milling to optimize the ride. The team shared, “Be prepared when needing to mill this material even when it is fresh. It cuts like concrete.”
Ultimately, my impression of the feedback from everyone I spoke to regarding the project was extremely positive. Without a doubt, there was some risk when attempting this type of project, with producing and installing an unfamiliar technology with logistical challenges. The Kokosing team planned and executed accordingly. It is another reminder that we are an industry that continues to innovate, improve, and deliver smooth, superior performing pavements to our owner agencies and the driving public.
Wielinski is an Asphalt Institute Regional Engineer based in Ohio.
Ohio University completed and published its findings in October 2024. To learn more about the results, the research report can be downloaded on ODOT’S Research Program website.
www.transportation.ohio.gov/programs/research-program/research-projects/