



It has been widely reported that RAP, reclaimed (or recycled) asphalt pavement, is the most commonly used recycled material in the U.S.
Re-using the asphalt and aggregate saves both natural resources and money. Using RAP saves about $300 million annually in materials costs and disposal fees. As a result, it is widely used; each year 90 to 100 million tons are used in the U.S. alone.
Numerous studies have documented that the performance of RAP mixes can equal or exceed that of virgin (new) mixes. RAP is typically produced by milling and processing old asphalt pavements and is generally used by mixing it with new materials.
There are some important considerations to know in order to get the best results. This article gives an overview of some of these considerations. More detailed information will be available in the Asphalt Institute’s upcoming revised edition of “MS-2, Asphalt Mix Design Handbook.”
1. Consistency
Before addressing some of the more involved considerations in working with RAP, it is important to look at a very basic property — consistency.
Consistency is extremely important to asphalt performance, and the higher the RAP content, the more important consistency becomes. For RAP, the uniformity of such characteristics as asphalt content and rheology, aggregate properties and moisture content have a direct effect on the performance of the final mixture.
The properties of the asphalt binder dictate the type of virgin binder to be added. The gradation and particle shape of the aggregate influences the mixture volumetrics, compactability and load-carrying capability. The moisture content of the stockpiled RAP will influence how the mix coats and holds its asphalt film.
2. Determining asphalt binder content
There are two standardized methods of determining the binder content of the RAP:
1. Ignition oven (AASHTO T308)
2. Solvent extraction (AASHTO T164).
The solvent extraction process should be used when the properties of the recovered binder are to be tested. The disadvantage of the extraction process is the use of a solvent.
The ignition oven can degrade the aggregate and give a finer gradation than the actual results. Also, some aggregates require the use of an estimated correction factor to account for aggregate loss during the ignition process.
3. Determining bulk specific gravity
In order to calculate the VMA of the RAP mix, the combined aggregate bulk specific gravity must be known. This property can be measured directly as is done for the virgin aggregate, but there is the possibility that the process of recovering the RAP aggregate from the mix will change its physical properties. The two main ways to determine the bulk specific gravity of the RAP are as follows:
RAP Specific Gravity Method 1
This method uses the combined specific gravity that is determined from an aggregate sample obtained following a solvent extraction or ignition oven procedure. The recovered aggregate is split into coarse and fine fractions and the individual specific gravity tests are done. The combined RAP aggregate specific gravity is then calculated.
RAP Specific Gravity Method 2
The maximum theoretical specific gravity (Rice method) of the RAP is determined. Next, using the known asphalt binder content, the effective specific gravity of the RAP is calculated. Then this effective gravity is substituted for the bulk gravity to estimate the bulk specific gravity of the RAP aggregate. A variation of this method uses an assumed asphalt absorption value and allows for the determination of the bulk specific gravity.
The Asphalt Institute recommends Method 2 or its variation (with assumed asphalt absorption.)
4. The black rock question and binder selection
There has been much discussion as to how much blending of the RAP asphalt and virgin binder actually occurs in a mixing plant or in the mix design process.
Although complete separation and blending is highly unlikely, most asphalt technologists agree that some mixing occurs. The RAP does not act as a black rock floating in the mass of new material. Research has shown that the RAP mixture behaves as a composite as if the RAP and virgin binders were blended. From a practical approach, the mixture volumetrics measured from RAP mixtures are in line with results expected for mixes with the total binder content rather than those expected for the virgin binder content.
When asphalt binder from the RAP replaces a portion of the specified virgin binder grade, a softer virgin binder may be needed. AASHTO M323, Superpave Volumetric Mix Design, recommends the following:
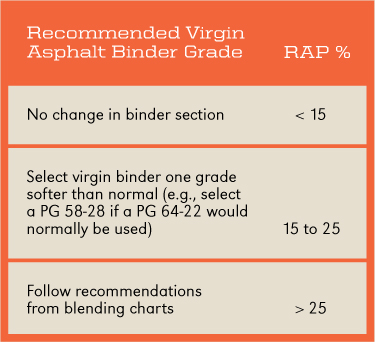
The Asphalt Institute concurs with the M323 recommendations and suggests this additional guidance. Because the virgin binder is softer, there could be some risk of rutting. To minimize this risk, it is recommended that the user select a virgin binder grade that is no more than two grades softer than the grade that would be used in a mix without RAP.
In other words, if a PG 64-22 would be the softest virgin binder grade that would be chosen to use in a RAP mixture, then a PG 52-34 would be the softest virgin binder grade that would be chosen for use in the RAP mix — even if the blending charts indicated that a softer grade could be used. If the specifier or designer is concerned about rutting potential, a performance test is recommended.
Conclusion
Using RAP results in savings in materials and energy costs, as well as environmental benefits. RAP mixes have a history of positive performance with results equal to virgin mixes. By understanding the basic concepts for using RAP, these positive performances can continue on more jobs.







